
Сварка постоянным током. Прямая и обратная полярность
Чтобы качественно соединить две металлические заготовки инвертором на постоянном токе, надо правильно настроить аппарат. Для этого следует знать особенности данного вида сварки. В частности, хорошо понимать, что представляет собой полярность, какие бывают ее варианты и как они выбираются.
Полярность прямая и обратная
Электроны в проводнике под напряжением, как известно, устремляются от минусового полюса к плюсовому, потому что у них тоже отрицательный заряд, они отталкиваются от «минуса» и притягиваются к «плюсу». При использовании аппаратов переменного тока нет понятий «схема подключения» или «полярность». Причина простая – направление движения этих самых электронов в проводнике меняется 50 раз каждую секунду. При постоянном, отрицательно заряженные ионы перемещаются все время в указанном выше направлении.
Если соединять металлы постоянным током, то на концах электрической дуги образуются два пятна. Они называются – анодное и катодное. Первое получается с той стороны, к которой присоединен положительный контакт источника питания. Его температура выше, она достигает 3900-4000 град С. Второе наблюдается со стороны отрицательного разъема. Его нагрев ниже, где-то до 3000-3200 град С.
Полярность считается:
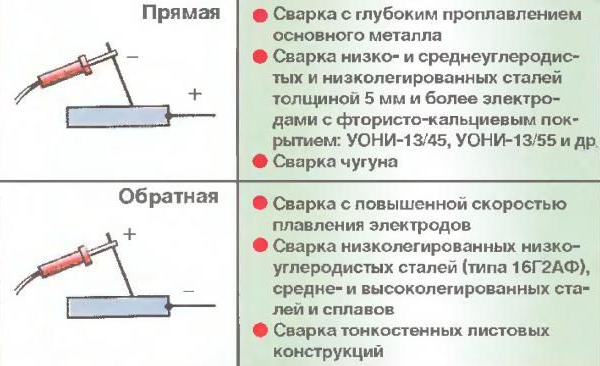
- Прямая. Минусовая клемма соединяется с электродным держателем. Плюсовая - с массовым зажимом, который крепится на заготовке. В этом случае нагретое сильнее анодное пятно возникает на свариваемом листе. На держателе - катодное пятно, более холодное.
- Обратная. Здесь все наоборот. «Минус» кидают на массовый провод, «плюс» - на держатель с электродом. Пятна, соответственно, меняются местами. Электрод нагреется до 4000 градусов, а заготовка – «только» до 3000 град С.

Влияние полярности на характеристики процесса
Выбирая схему подключения, т.е., изменяя местоположение анодного (горячего) пятна, можно сосредотачивать нагрев, либо на электроде, либо на обрабатываемой заготовке. Следует только помнить, что за более высокую температуру «ответственный» положительный контакт источника питания. Соединяя его с металлом, получаем более высокий нагрев сварочной ванны. Подключая к нему горелку, сильнее нагреваем электрод.
Основные факторы, по которым выбирается схема подключения
Толщина соединяемых заготовок
Если сварщик работает с заготовкой средней или значительной толщины, то он выбирает прямую полярность, когда анодное пятно окажется на соединяемых заготовках. Провар получится более качественным, а соединительный шов – глубже. Для резки листов любой толщины данная схема подключения тоже подходит лучше. Если же материал тонкий, то лучше выбрать полярность обратную. На листе окажется катодное пятно, а основной нагрев пойдет на стержень. Последний будет лучше плавиться, а свариваемый металл не станет перегреваться.
Тип металла
На выбор схемы подключения влияет вид обрабатываемого металла. Чугун или нержавейку, например, варят на обратную. При ней не будут образовываться тугоплавкие соединения, а металл не перегреется. Если же предстоит сварка алюминия, то предпочтительна прямая. Иначе трудно преодолеть воздействие пленки окисла.
Вид электрода и присадки
Это тоже важный параметр, поскольку электроды отличаются принятыми для них оптимальными режимами нагрева. Чаще всего, это зависит от применяемого флюса. Например, для угольных стержней обратная полярность не подходит. Причина в том, что они при таком подключении слишком перегреются, после чего придут в негодность. При выборе схемы, применяют общие правила или рекомендации изготовителя. То же самое можно сказать и о присадке, которую заправляют в полуавтоматы.
Встречаются варианты, когда стержень требует одних настроечных параметров, а металл – других. Тогда сварщик принимает компромиссные решения.
Прочие особенности
Кроме перечисленных выше, можно упомянуть и другие нюансы. Их тоже надо учитывать.
Прямая схема
Данное подключение годится для большинства стальных заготовок выше 3 мм. Его же применяют для соединения цветных металлов вольфрамовым стержнем. А также - для резки листов. При таком выборе:
- Получается шов глубокий, но узкий.
- Дуга стабильная, поэтому соединение – более качественное.
Стержни для переменного тока не подходят.
Обратная схема
Она не годится для электродов, которые «не любят» перегрев. Для этой же схемы можно сказать, что:
- Шов будет широкий, но не слишком глубокий.
- Вариант используется для всех тонких листов и многих средней толщины. Для толстых его лучше не использовать, т.к. соединение, скорее всего, получится неважное.
- При малой силе тока дуга нестабильная, качество шва низкое.
Если сварщик работает с высоко легированной сталью, то он обязан точно выполнять рекомендации по рабочему циклу и, особенно, по остыванию металла.
Заключение
Аппараты для постоянного тока – это, в плане эксплуатации, довольно простые устройства. Полуавтоматы и инверторы часто применяются в бытовых условиях, благодаря чему обрели высокую популярность. Производители стараются сделать их более дешевыми, а значит, доступными. Важно и то, что постоянным током варить удобнее, чем переменным. Тем не менее, для получения хорошего соединения, надо разбираться в технологии. А также – соблюдать все меры защиты.